因業(yè)務(wù)調(diào)整�,部分個人測試暫不接受委托��,望見諒����。
焊接工藝去哪里檢測?中析研究所材料檢測機構(gòu)可提供焊接工藝檢測服務(wù),CMA資質(zhì)認(rèn)證機構(gòu)�����,高新技術(shù)企業(yè)��,正規(guī)的第三方檢測機構(gòu)�,7-15個工作日出具焊接工藝檢測報告,檢測周期短����、檢測費用低、檢測結(jié)果科學(xué)準(zhǔn)確!
檢測范圍/目的/評定過程
|
焊接工藝評定目的
|
焊接工藝評定應(yīng)用范圍
|
焊接工藝評定過程
|
|
1.評定施焊單位是否有能力焊出符合相關(guān)國家或行業(yè)標(biāo)準(zhǔn)��、技術(shù)規(guī)范所要求的焊接接頭��。
2.驗證施焊單位所擬訂的焊接工藝指導(dǎo)書是否正確�。
3.為制定正式的焊接工藝指導(dǎo)書或焊接工藝卡提供可靠的技術(shù)依據(jù)。
4.考核焊工能力。
|
1��、適用于鍋爐���,壓力容器�,壓力管道����,橋梁,船舶�����,航空航天�,核能以及承重鋼結(jié)構(gòu)等鋼制設(shè)備的制造�����、安裝��、檢修工作���。
2��、適用于氣焊��,焊條電弧焊���,鎢極氬弧焊��,熔化極氣體保護(hù)焊��,埋弧焊����,等離子弧焊��,電渣焊等焊接方法�����。
|
1�、擬定預(yù)備焊接工藝指導(dǎo)書 (Preliminary Welding Procedure Specification,簡稱PWPS)
2�����、施焊試件和制取試樣
3����、檢驗試件和試樣
4��、測定焊接接頭是否滿足標(biāo)準(zhǔn)所要求的使用性能
5�、提出焊接工藝評定報告對擬定的焊接工藝指導(dǎo)書進(jìn)行評定
|
檢測項目
|
外觀檢測
|
全焊透的對接焊縫���、T型接頭����、支接管�、角焊縫等。
詳述的試驗不提供接頭力學(xué)性能方面的信息��。這些性能與應(yīng)用有關(guān)時�����,應(yīng)進(jìn)行附加的的評定����,如對接焊縫評定(焊縫及熱影響區(qū)表面無裂紋�����、未融合、夾渣��、弧坑�����、氣孔����,焊縫咬邊深度不應(yīng)超過0.5mm等等)。
|

|
|
拉伸檢測
|
全焊透的對接焊縫���。
對接接頭橫向拉伸試驗的試樣和試驗應(yīng)符合GB/T2651規(guī)定����。
對于外徑大于50mm的管子�,應(yīng)去除兩面多余的焊縫金屬,使得試樣厚度與管壁厚度相同��。
對于外徑小于或等于50mm的管子��,采用較小管子的整個截面時�����,允許保管管子內(nèi)表面的焊縫余高。
除非試驗之前另有規(guī)定����,試樣的拉伸強度一般不低于母材的下限值。
對于異種母材的接頭���,拉伸強度一般不得低于較低強度母材的下限值���。
|

|
|
彎曲試驗
|
全焊透的對接焊縫。
對接接頭彎曲試驗的試樣和試驗應(yīng)符合GB/T2653規(guī)定����。
厚度小于12mm時,應(yīng)做兩個正彎和兩個背彎試驗�,當(dāng)厚度大于或等于12mm時,建議用四個側(cè)彎代替兩個正彎和兩個背彎試驗�。
對于板子的異種鋼或異種成分對接接頭,可以采用一個縱向背彎或一個縱向正彎試樣代替四個橫向彎曲試驗��。
彎頭的直徑應(yīng)為試樣厚度的四倍�,延伸率大于(或等于)20%的母材���,彎曲角度應(yīng)為180°����。
|

|
|
沖擊試驗
|
全焊透的對接焊縫。
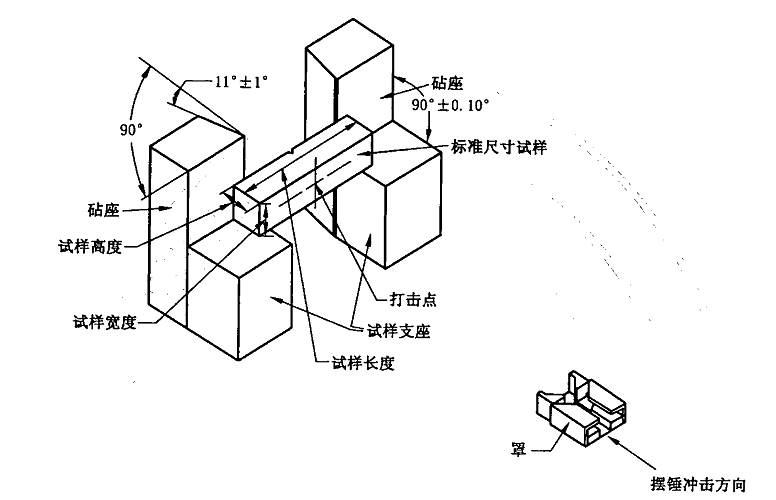
沖擊試樣和試驗應(yīng)符合相關(guān)標(biāo)準(zhǔn)(GB/T2650)的要求����。
沖擊試驗一般采用V型缺口試樣,缺口可以開在焊縫金屬或熱影響區(qū)上��。
VWT型試樣表示缺口開在焊縫金屬��,VHT型試樣表示缺口開在熱影響區(qū)�。
試樣應(yīng)在母材表面2mm以下沿焊縫垂直截取。每個規(guī)定部位�����,各截取一組(3個)試樣����。
熱影響區(qū)缺口應(yīng)距離融合線1~2mm,焊縫金屬缺口則開在焊縫中心線上�����。
厚度大于50mm時����,應(yīng)取兩組附加試樣�����,一組取自焊縫金屬�����,一組取自恰好位于中間厚度的熱影響區(qū)或焊縫根部���。
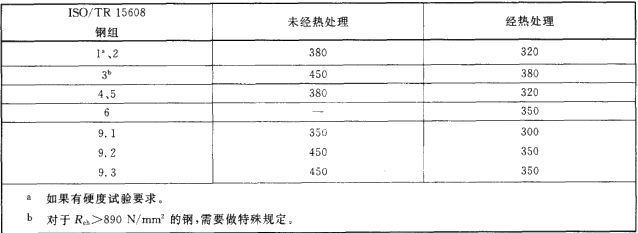
除非應(yīng)用標(biāo)準(zhǔn)另有要求,沖擊功一般應(yīng)符合對應(yīng)的母材標(biāo)準(zhǔn)���,每組三個試樣的平均值應(yīng)滿足規(guī)定的要求��,單個值可以低于規(guī)定的最低平均值����,但不得低于該數(shù)值的70%��。
對于異種剛接頭�,應(yīng)采用每側(cè)母材熱影響區(qū)的試樣進(jìn)行沖擊試樣���。
用一個試件評定多個焊接方法時�����,沖擊試樣應(yīng)取自每個焊接的焊縫金屬和熱影響區(qū)�����。
|
|
|
硬度測試
|
全焊透的對接焊縫�����、T型接頭����、支接管、角焊縫等���。
硬度試樣應(yīng)按有關(guān)標(biāo)準(zhǔn)進(jìn)行�。為了測量和記錄焊接接頭的硬度分布�,壓痕應(yīng)打在焊縫、熱影響區(qū)和母材上�����。厚度小于5mm的材料,應(yīng)在表面2mm處打一排壓痕����。厚度超過5mm的材料,應(yīng)在焊接接頭的上下表面2mm處各打一排壓痕�����。雙面焊縫���、角焊縫和T型接頭對接焊縫�����?���?稍诟繀^(qū)域增加一排壓痕��。
每排壓痕應(yīng)至少包裹三個下列區(qū)域的硬度測試點:1.焊縫���;2.熱影響區(qū)�;3.母材
|
|
|
無損探傷
|
X射線檢驗:全焊透的對接焊縫、T型接頭�、支接管等。
超聲波檢測技術(shù):全焊透的對接焊縫���、T型接頭、支接管等�����。超聲檢測技術(shù)等級分為A���、B���、C三個檢測級別。超聲檢測技術(shù)等級選擇應(yīng)符合制造�����、安裝��、在用等有關(guān)規(guī)范����、標(biāo)準(zhǔn)及設(shè)計圖樣規(guī)定。
母材檢測的要點如下:
檢測方法:接觸式脈沖反射法,采用頻率2MHz~5MHz的直探頭�����,晶片直徑10mm~25mm���。
檢測靈敏度:將無缺陷處第二次底波調(diào)節(jié)為顯示屏滿刻度的100%��。
凡缺陷信號幅度超過顯示屏滿刻度20%的部位���,應(yīng)在工件表面作出標(biāo)記,并予以記錄���。
缺陷位置的測定:水平定位法
|
|
|
表面裂紋檢測
|
測試范圍:全焊透的對接焊縫�、T型接頭�����、支接管��、角焊縫等��。
表面裂紋的定義:縫中原子結(jié)合遭到破壞,形成新的界面而產(chǎn)生的縫隙稱為裂紋���。
裂紋的分類:根據(jù)裂紋尺寸大小�,分為三類:(1)宏觀裂紋:肉眼可見的裂紋。(2)微觀裂紋:在顯微鏡下才能發(fā)現(xiàn)���。(3)超顯微裂紋:在高倍數(shù)顯微鏡下才能發(fā)現(xiàn),一般指晶間裂紋和晶內(nèi)裂紋����。
表面裂紋檢測方法:1.滲透法���;2.磁粉法
|
|
|
低倍金相測試
|
測試范圍:全焊透的對接焊縫、T型接頭����、支接管等。
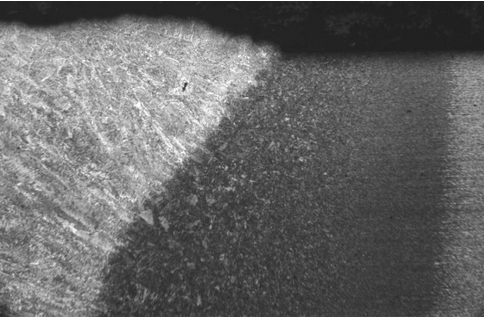
金屬材料焊接成型的過程中�,焊接接頭的各區(qū)域經(jīng)受了不同的熱循環(huán)過程, 因而所獲得的組織也有很大的差異��,從而導(dǎo)致機械性能的變化��。對焊接接頭進(jìn)行金相分析����,是對接頭性能進(jìn)行分析和鑒定的一個重要手段���,它在科研和生產(chǎn)中已得到了廣泛的應(yīng)用。焊接接頭的金相分析包括宏觀和顯微分析兩方面��。
管線鋼的焊接接頭組織分析
管線鋼主要是指用于焊接輸送石油����、天然氣的大口徑鋼管用熱軋卷板或?qū)捄癜濉,F(xiàn)代管線鋼屬于低碳或超低碳的微合金化鋼�����,是高技術(shù)含量和高附加值的產(chǎn)品�����。
由于管線鋼的低碳或超低碳微合金化���,它的焊接接頭的組織變化仍然屬于前面討論的范疇����,同樣存在熔合區(qū)�����、過熱區(qū)、正火區(qū)和不完全重結(jié)晶區(qū)�。
|
|
檢測周期:7-15個工作日
檢測費用:初檢小樣,稍后實驗室工程師根據(jù)檢測項目報價��。

焊接工藝檢測標(biāo)準(zhǔn)
|
工藝評定的標(biāo)準(zhǔn)國內(nèi)標(biāo)準(zhǔn)
|
歐洲標(biāo)準(zhǔn)
|
美國標(biāo)準(zhǔn)
|
|
SY∕T4103(相當(dāng)于API 1104)
NB/T47014《承壓設(shè)備用焊接工藝評定》
SY∕T0452《石油輸氣管道焊接工藝評定方法》(注:供石油���,化工工藝評定)
JGJ81《建筑鋼結(jié)構(gòu)焊接技術(shù)規(guī)程》(注:公路橋梁工藝評定可參照執(zhí)行)
GB50236-98《現(xiàn)場設(shè)備�,工業(yè)管道焊接工程施工及壓力管道工藝評定》
《蒸汽鍋爐安全技術(shù)監(jiān)察規(guī)程(1996)》注:起重行業(yè)工藝評定借用此標(biāo)準(zhǔn)
|
ISO15614-1鋼的電弧焊和氣焊∕鎳和鎳合金的電弧焊
ISO15614-2鋁和鋁合金的電弧焊
ISO15614-3鑄鐵電弧
ISO15614-4鑄鋁的修補焊
ISO15614-5鈦和鈦合金的電弧焊∕鋯和鋯合金的電弧焊
ISO15614-6銅和銅合金的電弧焊
ISO15614-7堆焊
ISO15614-8管接頭和管板接頭的焊接
EN 288 或ISO 15607 - ISO 15614系列標(biāo)準(zhǔn)
|
AWS
D1.3-98薄板鋼結(jié)構(gòu)焊接規(guī)程
D1.6:1999不銹鋼焊接
D1.1∕D1.1M:2005鋼結(jié)構(gòu)焊接規(guī)程
D1.2∕D1.2M:2003鋁結(jié)構(gòu)焊接規(guī)程
D1.5∕D1.5M:2002橋梁焊接
D14.3∕D14.3M:2005起重機械焊接規(guī)程
|
焊接工藝檢測流程
1����、寄樣
2�����、初檢樣品
3��、報價
4��、雙方確定�,簽訂保密協(xié)議,開始實驗
5���、7-15個工作日完成實驗
6�、郵寄檢測報告,后期服務(wù)����。
中析研究所檢測有什么優(yōu)勢
1、中析研究所CMA資質(zhì)認(rèn)證��,出具正規(guī)的第三方檢測報告��。
2�、中析研究所擁有正規(guī)的第三方實驗室,科研團(tuán)隊強大���。
3�、中析研究所7-15個工作日可出具檢測報告��,檢測周期短�����。
4���,中析研究所為嚴(yán)謹(jǐn)�、公正科研機構(gòu)��,高新技術(shù)企業(yè)
以上就是焊接工藝檢測內(nèi)容,關(guān)于其他問題��,您可以咨詢材料實驗室工程師為您解答!